




产品描述
对于数字化车间建设,我们可以参考德国工业4.0中对“智能工厂”的定义:重点研究智能化生产系统及过程,以及网络化分布式生产设施的实现。前半句“智能化生产系统及过程”,指除了包括智能化的机床、机器人等生产设施以外,还包括对生产过程的智巧化管控,站在信息化的角度,就是智巧化的MES制造执行系统。而后半句:“以及网络分布式生产设施的实现”,是指将生产所用的生产设备与设施(如机床、热处理设备、机器人、AGV、测量测试设备等各种数字化设备),进行互联互通、智巧化的管理,实现信息化系统与物理系统的深度融合。目前很多企业实施的设备物联网(包括传统的DNC/MDC功能)是其重要的表现形式。
该精益屋以自动化设备、信息化系统为基础,以精益思想为主线,以自働化、智能化(含数字化、网络化)为新时代的支柱,基于5S、生产布局、标准作业、设备TPM等传统精益理念,在设备互联互通、计划排产、大数据分析等数字化、网络化、智能化手段的支撑下,实现自动化、智能化、精益化三者的深度融合,并通过智能化手段更好地促进生产过程的均衡化、柔性化、准时化以及实现消除浪费与持续改进,从而确保企业的质量、成本、交期,构建一个客户满意、员工满意、社会满意、充满活力与竞争力的智能化、精益化企业。
智能制造,精益生产的有效使能手段
经过几十年的发展,精益生产已经成为制造业的重要思想。在技术快速进步的今天,智能制造又可以很好地促进精益生产的落地与进一步发展。
传统精益生产目视管理有很多很有效的手段和方法,比如5S管理、安灯、标准作业三票、可视化看板等方法。这些方法可以直观地提示发生问题的区域、工位、或是机台、材料等信息,但是要深究问题的根本原因还需要大量的观察与分析,当变异的条件发生变化时,会给分析带来很多困难。
而智能制造以数字化、网络化、智能化等新技术、新手段就可以较容易地解决这些问题。比如:
识别浪费是精益改善的重要组成部分,除了传统的精益手法,通过设备物联网系统采集设备稼动率、待机原因等,能够准确地识别出设备利用等方面的浪费;通过MES系统对物料、工具等进行精益化库存管理,可以明显地减少库存的浪费;通过APS排产优化生产计划,可以减少人员与设备等待的浪费等等。
实现流的生产、均衡化生产是个不断改善的过程,但在离散制造车间,生产设备动辄上百台、工序上千上万项,如何保证这些工序在不同设备上生产的均衡化、流动化?如果只靠人的经验很难实现这种生产方式,很容易造成设备忙闲不均,造成工序的等待或停滞。通过APS排产以及生产过程协同管理等信息化手段,就可以有效解决这些问题,有助于实现产品“流”的生产及生产的均衡化。
品质改善的目的是确保输出产品品质一致。但由于生产条件各种变化,比如设备故障、热处理温度、磨损等,都可能导致产品质量不稳定。通过设备状态、工艺参数、磨损等的实时,就可以快速发现问题,保证生产过程的受控,有效地提升产品品质。
作为重要的使能手段,智能制造不仅可以有助于精益生产的落地,还可以促进精益生产的进一步发展。
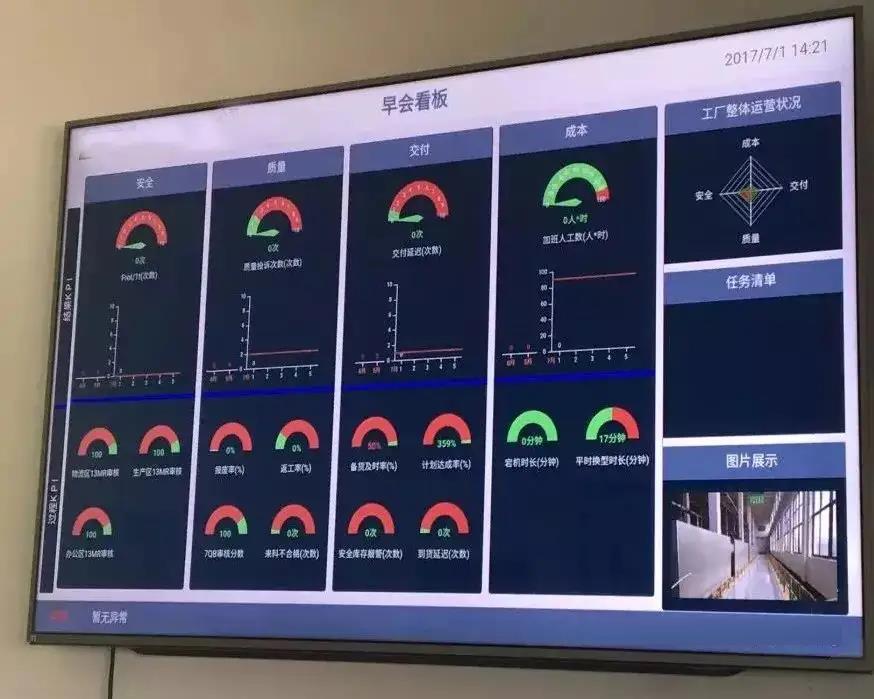
看板(Kanban)是精益生产中传递信号与控制生产的工具,分传送看板和生产看板两种。传统的看板大多以卡片、纸张等形式存在,通常以手动方式进行填写。但在智能制造进程中,这些数据可以通过MES等信息化系统在电子屏等数字化终端上实时显示,具有更强的实时性与自动性。
知识内建与管理也是精益生产中的重要理念。在精益运行良好的企业,都非常重视对知识的管理与传承。以前主要是靠师傅言传身教、标准作业文件与流程制度等传统方式,存在学习时间长、可复制性差等缺点。通过数字化、网络化、智能化等智能制造新技术、新手段,可以将知识体现在流程与系统中,隐性知识显性化,对知识的沉淀、传承、挖掘、使用都具有重要的促进作用。
目前,大众所熟知的精益生产管理方法与实现手段总结于上世纪八十年代,带有明显的时代特征。但事实上,如果现在重新去研究今天的丰田汽车,就会发现其实现方式已经发生了巨大的改变,体现了自动化、数字化、网络化、智能化等很多技术成果。因此,精益生产的理念与手段也应该随着智能制造的发展而发展。
精益生产,智能制造的重要思想
精益生产是管理学史上重要的实践成果之一,深刻地影响着汽车工业,乃至全球制造业。精益生产基本思想和追求的管理目标,并没有随着智能制造的发展而落伍,恰恰相反,精益思想是企业进行智能制造体系构建的重要思想之一。
在此,笔者总结出五条可以智能制造建设的精益思想原则。
① 关注客户价值
精益生产强调,流程中所有环节的输入与输出都应当用客户价值这个标尺去衡量。在前端要打通客户真实需求之间的接口,在企业内部,以客户需求来定义自己的产品与服务。如果系统不能满足客户对高质、、低成本、高满意度的要求,即便是设备或技术非常,也不能算是一个成功的智能制造项目。
② 识别并消除浪费
企业在实施智能制造系统之前,应当对流程中各种浪费进行梳理与改善。精益生产中将制造过多过早、库存、搬运、等待、不必要的作业、不必要的动作以及不良品流窜这七种形式,归纳为浪费,这浪费是企业生产效率不高、盈利能力不足的根源,需要不断进行完善与消除。如果这些问题没解决,就直接实施智能制造,很可能是用系统的方式把浪费固化下来,既丧失了改善的机会,又增加了不必要的投入。
比如,没有对库存过多的浪费进行改善,就投入大量财力物力去建设智能化的立体仓库;没有对动作浪费进行改善,就引进机器人或机械臂去从事这些本属于浪费的动作,这些都造成了很大的浪费。
③ 价值的快速流动
精益生产强调价值流的快速流动,包括物理布局工艺流程化,信息传递自动化,以及人、产线设备、仓储物流之间协同化。如果在物理布局上有大量断点存在,就会给智能制造的排产与调度带来了更大复杂度。
在系统整体运转的过程中,尽可能多地消除停滞和等待,需要将人、产线设备、仓储物流之间的相互协作机制、信息传递机制、防错与纠错机制,在统一的系统框架内进行设计与建设。
④ 高度柔性与适应性
精益生产的柔性是指通过快速切换(SMED)的实施与改善,实现产线在生产不同型号、不同配置,甚至是不同种类产品时,可以根据需要进行快速切换。
在小品种多批量、客户需求千变万化的今天,智能制造建设也必须要考虑产线柔性与适应性等问题,否则就可能造成大量投资的浪费。
⑤ 尽善尽美原则
精益生产中标准作业、自工序完结、良品条件创建与维持、质量内建、安灯控制、防错与纠错机制、变化点管理、全员生产性维持(TPM)等术语之下,都有一套品质维持的理念、原则与方法,这些原则和方法同样可以智能制造的建设。
比如,上下工序之间,设备与零件部之间都需要建立全数良品的加工条件与标准,当条件发生偏离时,应当向相关人员发出异常提醒,甚至停止生产。如果智能制造系统缺少这样的机制,自动化程度越高,损失往往越大。
以人为本,管理取胜
如前所述,本次智能制造不是“机器换人”的过程,而是以自动化、数字化、网络化、智能化等新理念、新技术手段,帮助人类实现更、更高质、更绿色、更低成本的生产与服务。在智能制造时代,人变得更加重要,而不是相反。无论是机器人等设备,还是MES等信息化系统,都要基于帮助人、服务于人这个出发点,而不是简单地替代人、减少人。另外,无论多么的系统,如果不把人的积性调动起来,系统就不能发挥价值,智能制造就不可能取得成功。
在数字化车间建设中,要以人为本,以更好地发挥人的价值为基本出发点。另外,还要充分意识到数字化车间建设的主体与应用对象不同。不像PLM等系统用户基本上都是年轻的技术人员,数字化车间的主要用户是人数众多、文化水平偏低,甚至年龄偏大的车间工人,要充分考虑系统的易用性、便捷性、安全性、环保性等特点,以精益生产为思想,以使用者为中心,在流程优化、工艺优化等基础上,以自动化、数字化、网络化、智能化为手段,,以降本提质增效为目标,以管理优化为突破口,通过数字化车间的建设实现精益化、智能化、化的生产模式,为企业智能化转型升级在车间层面奠定坚实的基础。
产品推荐


")
")
")
")

